1- برای شروع به چه مواردی نیاز دارم؟
برای اجرای بدون مشکل این فرآیند باید مته centerdrill به طور کاملاً مستقیم باشد. همچنین باید با استفاده از کولت و کولت گیر مخصوص به همراه رینگ خنک کننده کاملاً محکم شود. رینگ خنک کننده از طریق منحرف کردن گرمای کار از اسپیندل دریل از دمای زیاد فرآیند جلوگیری می کند. همچنین استفاده از روان کننده برای فرآیند نیاز است.
2- به چه تجهیزات و ماشین آلاتی برای فرآیند نیاز است؟
هر دستگاهی با واحد چرخش که قابلیت رسیدن به دور چرخش مورد نظر و موتوری الکتریکی که توان ایجاد نیروی مناسب (KW) را دارد، قابل استفاده است. به طور معمول هر دریل ستونی یا دستگاه NC یا CNC . به طور مثال برای ایجاد یک سوراخ M8 در صفحه فلزی استیل با ضخامت 2 میلی متر به یک دستگاه با حداقل دور2100 دور در دقیقه و قدرت خروجیKW 1/5 نیاز است.
3- آیا می توان از دریل های قابل حمل استفاده نمود؟
به طور معمول خیر، همان طور که در بالا گفته شد به یک سرعت و قدرت خروجی حداقل نیاز است. دستگاه دریل باید در یک پایه دریل محکم بسته شود.
4- آیا از سه نظام می توان استفاده کرد؟
خیر. به دلیل خطر شکستن مته و چرخش دریل که ایجاد گرمای بیش از حد می کند، استفاده از این ابزار باعث ابطال گارانتی می شود.
5- آیا استفاده از روان کارها اجباری است؟
خمیر روانکاری بایستی استفاده شود. خمیر روانکاری Centerdrill از جا ماندن فلز بر روی مته یا به خورد مته رفتن فلز جلوگیری می کند. با توجه به نوع ماده و ضخامت آن، خمیر روانکاری بایستی در یک مقدار کم و برای هر 5 الی 10 سوراخ استفاده شود. استفاده بیش از حد باعث کاهش زیاد دمای فرآیند می شود. بنابراین بر کیفیت سوراخ و لبه کار تأثیر منفی می گذارد.
6- از چه نوع فلزی در این فرآیند می توان استفاده کرد؟
تقریباً تمام فلزات با ضخامت کم به جز قلع و روی، فولاد جوشکاری، استیل ضد زنگ، آلومینیوم، مس، برنج، برنز، مواد مغناطیسی، آلیاژهای مخصوص
7- آیا مواد آبکاری شده با روی را می توان استفاده کرد؟
تنها در بعضی موارد می توان استفاده کرد. به دلیل این که روی نسبت به دیگر فلزات دمای ذوب متفاوتی دارد، باعث می شود که تأثیر منفی زیادی بر فرآیند بگذارد. (کیفیت سوراخ و لبه کار را بسیار پایین می آورد.)
با توجه به ضخامت روی، این تأثیر ممکن است تغییر کند.
8- چه توالی فرآیندی برای سوراخ کاری حرارتی و قلاویزکاری برای مواد آبکاری شده با روی پیشنهاد می کنید؟
با توجه به دلیلی که در بالا گفته شد، به طور کلی بهتر است مواد بعد از فرآیند سوراخ کاری آبکاری روی شوند. اگر امکان این کار نباشد و یا ضخامت لایه روی بسیار زیاد باشد، بایستی قبل از فرآیند این لایه برداشته شود.
9- بیشترین ضخامتی که این فرآیند قابلیت سوراخ کاری آن را دارد چقدر است؟
کاربردهای فراوانی از مواد با ضخامت 12 میلیمتر وجود دارد که از centerdrill استفاده شده است.
با توجه به تجربه ما بیشتر کاربردها شامل قطعاتی با ضخامت 1 الی 3 میلیمتر می شود . مواد نازک تر هم قابل استفاده اند، اما یک قطعه نگهدارنده برای زیر کار نیاز است. به دلیل خطر شکست قطعه این فرآیند در مواد جامد امکان پذیر نمی باشد
10- از کدام نوع مته (کوتاه یا بلند) باید استفاده کرد؟
هر مته از بخش های استوانه ای و مخروطی تشکیل شده است. قسمت استوانه ای مسئولیت ایجاد قطر سوراخ را برعهده دارد. اگر بعد از سوراخ کاری، قلاویز کاری انجام می شود. ما پیشنهاد می کنیم که انتهای کار را به صورت مخروطی درآورید تا به هنگام قلاویز کاری به کیفیت برتر دست یابید.
در هر حال اگر سوراخ به طور کامل برای عملکرد مورد نظر ایجاد می شود، قسمت استوانه ای حتماً باید با قطر سوراخ مورد نظر متناظر باشد. طول مته با توجه به ضخامت قطعه کار انتخاب می شود. (قطر سوراخ مورد نظر، نوع فلز، سطح مورد نظر با ایجاد لبه و بدون لبه) – برای کار بر روی لوله، طول مته نباید از قطر لوله بیشتر انتخاب شود.
11- مثال هایی از انتخاب مته برای فرآیند:
|
قطر سوراخ |
ضخامت |
جنس فلز |
دور مته |
قدرت دریل |
نوع مته |
|
M8 |
2mm |
S235jr/st37 |
2100 |
1.5 kw |
Short/flat |
|
M8 |
4mm |
S235jr/st37 |
2100 |
1.5 kw |
Long/flat |
اگر در هنگام قلاویزکاری، مشکلاتی نظیر لق شدن پیچ ،ایجاد شود قسمت استوانه ای باید افزایش یابد که به معنی ساخت یک مته خاص برای این کار می شود.
12- لبه کار که هنگام فرآیند ایجاد می شود یک مشکل است؟ چگونه به یک سطح صاف دست یابیم؟
برای این منظور ما استفاده از مته flat را پیشنهاد می کنیم. این مته باعث می شود که لبه سوراخ ایجاد شده در انتهای فرآیند جدا شود. البته این مورد تنها برای سطوح فلزی صاف کاربرد دارد. هنگام استفاده از مته flat در لوله های فلزی دو قسمت از لبه باقی می ماند که پس از فرآیند بایستی با ماشین کاری برداشته شود.
13- آیا قلاویزکاری به طور همزمان انجام می شود؟
خیر. اگر قبل از فرآیند سوراخ کاری، فرآیند قلاویز کاری انجام شده باشد، هنگامی که از مته بزرگتر برای سوراخ کاری استفاده شود، شیارهای ایجاد شده از بین خواهند رفت.
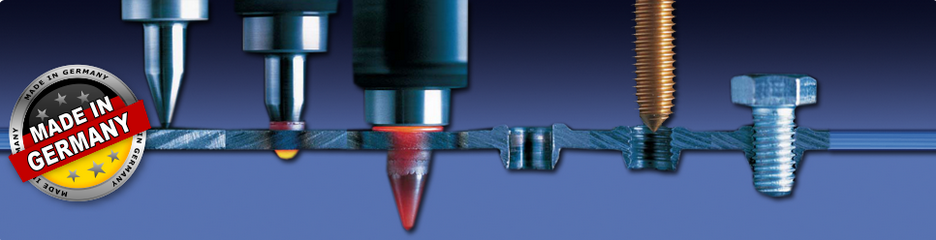
14- مته centerdrill در هنگام فرآیند به رنگ قرمز تیره در می آید، آیا خطرناک است؟
خیر. معمولا مته centerdrill تا 600 درجه سانتی گراد گرم می شود و به رنگ قرمز تیره در می آید. اگر رنگ مته به قرمز روشن یا زرد تغییر پیدا کرد، بدین معنی است که بسیار زیاد داغ شده است. این عمل باعث کم شدن عمر مته شده و تقریباً بر کیفیت سوراخ ایجاد شده تأثیر می گذارد.
15- چگونه می توان موادی که در هنگام سوراخ کاری به داخل می رود، کاهش داد؟
بهترین راه برای رسیدن به این هدف، ایجاد یک پیش سوراخ است. با استفاده از پیش سوراخ می توان از طول نافی کم کرد و به لبه نافی صاف تر و صیقلی تری رسید. در هر حال این فرآیند باعث کاهش تعداد شیارهایی که می توان در قلاویزکاری ایجاد کرد می شود.
16- نافی ایجاد شده بسیار بلند و یا بریده بریده است؟
ایجاد پیش سوراخ باعث کاهش طول نافی شده و از بریده بریده شدن لبه نافی جلوگیری می کند.