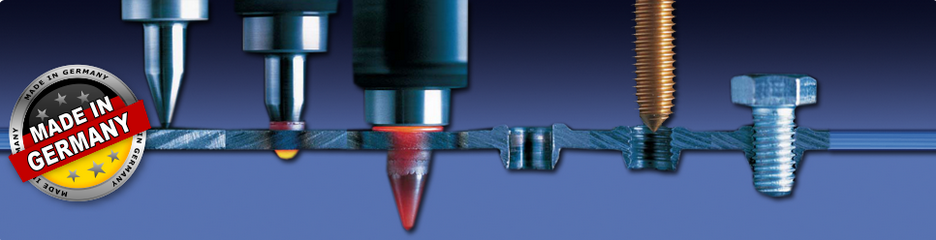
عیب یابی centerdrill و centertap
1- لبه سوراخ ایجاد شده خشن و بریده بریده است.
مته هنوز بسیار سرد است و به دمای عملیاتی نرسیده است. دو یا سه سوراخ قبل از انجام فرآیند اصلی بایستی انجام شود. دیگر مورد قابل بررسی، اضافه کردن مقادیر بیش از استاندارد خمیر سوراخ کاری است که دمای مته را بسیار کاهش می دهد. همچنین نرخ پیشروی و سرعت گردش مته را بررسی کنید که به درستی انتخاب شده باشند.
2- مته به رنگ قرمز روشن و زرد روشن در می آید.
مته بسیار داغ شده است. به دلیل نرخ پیشروری بسیار پایین -که به معنی افزایش زمان تولید می باشد. به طور مثال برای قطر سوراخ 7.3 میلی متر و قلاویز M8 و ضخامت فلز 2 میلی متر ، تنها به 2 تا 4 ثانیه زمان بین تماس مته با قطعه و جدا شدن آن نیاز است.
3- مته در فلز گیر می کند.
قدرت خروجی (KW) دریل بسیار پایین است و یا مته به طور کاملاً محکم و امن در کولت گیر بسته نشده است و به طور استاندارد چرخش نمی کند.
4- مته در هنگام کار می شکند.
- قطعه کار به طور محکم بسته نشده و هنگامی که مته وارد می شود و هنگامی که جدا می شود تکان می خورد. بنابراین مته کج شده و از مسیر مستقیم منحرف می شود.
- احتمالاً مته بر روی یک گیره سه نظام متصل شده است که باید حتماً با یک کولت مخصوص centerdrill تعویض شود که دارای پره خنک کننده است و باعث جلوگیری از مشکلات شده و گارانتی را حفظ می کند.
- مته به طور دقیق امن و مستقیم به کولت متصل نشده است. محل اتصال کولت و کولت گیر را بررسی کنید.
- کولت و کولت گیر بعد از فرآیند باید دوباره محکم شوند.
- تلاش برای ایجاد یک سوراخ که قبلاً ایجاد شده باشد.
5- مته هنگامی که با قطعه تماس پیدا می کند می شکند.
مته لازم است قطعه را لمس کند. نقطه صفر برای شروع فرآیند 0.5 میلی متر بالاتر از سطح قطعه است. فرآیند بعد از آن شروع می شود با نرخ پیشروی 150 میلی متر بر دقیقه. نرخ پیشروی برای سوراخ های با قطر بیش از 10 باید کاهش یابد.
6- مته روی قطعه سر می خورد.
اگر مته بر روی یک سطح شیب دار لبه و یا لوله گرد بخواهد عمل کند، علامتگذاری محل سوراخ روی قطعه می تواند بسیار مفید باشد.
7- شیار و خرده مواد بر روی قسمت مخروطی مته باقی می ماند.
نرخ پیشروی پایین است. مته در یک محل بسیار طولانی می چرخد. همچنین هنگامی که خروجی و یا نیروی محوری دستگاه کم باشد، ممکن است این حالت رخ دهد.
8- قلاویز بسیار داغ می شود هنگام کار عمر قطعه بسیار پایین است.
با توجه به ضخامت و پایه فلز، دقت کنید که سوراخ به اندازه کافی بزرگ است. همچنین اطمینان حاصل کنید که روانکار به طور منظم به روی قلاویز استفاده می شود. (روان کار مناسب)